Technical Information
What is Anodising?
Anodising is an electrochemical process used to create a protective film of aluminium oxide on the surface of aluminium quoting information or sheet. As the aluminium oxide film is created from the aluminium itself, it is integral to the aluminium and cannot crack or peel.

Benefits of Anodising
-
Durability:
Most anodised products have an extremely long life span and offer significant economic advantages through maintenance and operating savings. Anodising is a reactive finish that is integrated with the underlying aluminium for total bonding and unmatched adhesion. -
Ease of Maintenance:
Cleaning with mild soap and water will usually restore an anodised surface to its original appearance. Mild abrasive cleaners can be used for more difficult deposits. -
Health and Safety:
Anodising is a safe process that is not harmful to human health. An anodised finish is chemically stable, will not decompose, and is non-toxic. -
Cost:
An initial finishing cost combined with lower maintenance costs for greater long-term value. -
Aesthetics:
Anodising allows the aluminium to maintain its metallic appearance.
Benefits of Anodising
Durability
Most anodised products have an extremely long life span and offer significant economic advantages through maintenance and operating savings. Anodising is a reactive finish that is integrated with the underlying aluminium for total bonding and unmatched adhesion.
Ease of Maintenance
Cleaning with mild soap and water will usually restore an anodised surface to its original appearance. Mild abrasive cleaners can be used for more difficult deposits.
Health and Safety
Anodising is a safe process that is not harmful to human health. An anodised finish is chemically stable, will not decompose, and is non-toxic.
Cost
An initial finishing cost combined with lower maintenance costs for greater long-term value.
Aesthetics.
Anodising allows the aluminium to maintain its metallic appearance.

UNIVERSAL
ANODISERS
What is the Purpose of Anodising?
Pre-Treatment
Colour
We have 24 exclusive colours, which are broken into two categories – Electro Colouring or Interference Colouring
To view the colours available – click here
Electro Colouring
After anodising, the metal is immersed in a bath containing inorganic metal salt. When current is applied metal salts are deposited into the base of the pores. This process offers colour versatility and the most technically advanced colour quality, from sandstone to dark bronze and black.
Optical refraction, diffraction and reflection
of white light causes an interference between the electromagnetic wavelengths of the light spectrum. This interference may result in the absorption of superimposition of wavelengths – and a colour being perceived.
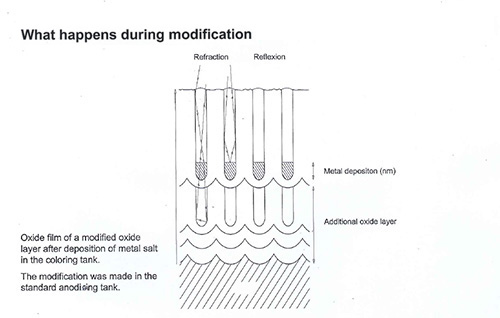
Interference colouring
An additional colouring procedure involves modification of the pore structure. The colours are caused by optical interference rather than light scattering, as with the basic electro-colouring.
The colour perception is a result of an optical illusion. White light can be dispersed into its colour bands by a prism. The various spectral colours arise.
Various theories explaining what happens to the oxide layer during the modification step are readily available. In summary the term ‘interference colouring’ in fact describes the optical phenomena taking place in the oxide layer to create an interference effect.
Our interference colours include Azure, Reef and Steel Blue, Sage Green, Gum Tip, Stainless, Silver, Slate and Charcoal Grey. For more information on Interference colour, please contact us at Universal Anodisers.
Pre-Treatment
Colour
Electro Colouring
After anodising, the metal is immersed in a bath containing inorganic metal salt. When current is applied metal salts are deposited into the base of the pores. This process offers colour versatility and the most technically advanced colour quality, from sandstone to dark bronze and black.
Optical refraction, diffraction and reflection
of white light causes an interference between the electromagnetic wavelengths of the light spectrum. This interference may result in the absorption of superimposition of wavelengths – and a colour being perceived.
Interference colouring
An additional colouring procedure involves modification of the pore structure. The colours are caused by optical interference rather than light scattering, as with the basic electro-colouring.
The colour perception is a result of an optical illusion. White light can be dispersed into its colour bands by a prism. The various spectral colours arise.
Reproduced with permission from SAI Global Ltd under Licence 1208-c126.
Purchase the Standard online at www.saiglobal.com
Colour Variation
Colour variation information as per the Australian Standards – AS 1231-2000 Appendix G
Anodising Hardness
The accompanying test sheets illustrate hardness comparisons – See test results below.
Corrosion Resistance
Sealing and Silicon Resistance

Cleaning Recommendations & Care
To maintain the decorative and protective properties of anodising against atmospheric pollutants and grime, a regular cleaning schedule should be specified and adhered to.
- Severe or very severe interior conditions could result from moisture condensation, e.g., in indoor pools or steam.
- Severe or very severe exterior conditions could result from a coastal site exposed to saltwater vapour.
- There are excellent barrier products available for this type of salt protection.
| Interior Applications | Exterior Applications | ||||
|---|---|---|---|---|---|
| Conditions | Thickness | Frequency | Conditions | Thickness | Frequency |
| Mild | 10 microns | 12 months | Mild | 15 microns | 12 months |
| Moderate | 15-20 microns | 12 months | Moderate | 15-20 microns | 9 months |
| Severe | 25 microns | 6 months | Severe | 25 microns | 9 months |
| Very Severe | 25 microns | 3 months | Very Severe | 25 microns | 1-3 months |
Cleaning Recommendations & Care
To maintain the decorative and protective properties of anodising against atmospheric pollutants and grime, a regular cleaning schedule should be specified and adhered to.
- Severe or very severe interior conditions could result from moisture condensation, e.g., in indoor pools or steam.
- Severe or very severe exterior conditions could result from a coastal site exposed to saltwater vapour.
- There are excellent barrier products available for this type of salt protection.
| Interior Applications | Exterior Applications | ||||
|---|---|---|---|---|---|
| Conditions | Thickness | Frequency | Conditions | Thickness | Frequency |
| Mild | 10 microns | 12 months | Mild | 15 microns | 12 months |
| Moderate | 15-20 microns | 12 months | Moderate | 15-20 microns | 9 months |
| Severe | 25 microns | 6 months | Severe | 25 microns | 9 months |
| Very Severe | 25 microns | 3 months | Very Severe | 25 microns | 1-3 months |
| Interior Applications | ||
|---|---|---|
| Conditions | Thickness | Frequency |
| Mild | 10 microns | 12 months |
| Moderate | 15-20 microns | 12 months |
| Severe | 25 microns | 6 months |
| Very Severe | 25 microns | 3 months |
| Exterior Applications | ||
|---|---|---|
| Conditions | Thickness | Frequency |
| Mild | 15 microns | 12 months |
| Moderate | 15-20 microns | 9 months |
| Severe | 25 microns | 9 months |
| Very Severe | 25 microns | 1-3 months |
- Any item that may scratch the surface, eg. abrasive materials (sandpaper) or sharp items.
- Acid or alkaline cleaning compounds should be avoided as they may attack the anodic surface. Nor should abrasive cleaners be used.
- Strong solvents must be avoided.
- All detergents must be washed thoroughly with water to remove all detergent residue.
- Cement mortar, grout or plaster. Traces of these products must be totally removed from the anodic surface immediately to prevent blemishing.
- It is important to mask the aluminium prior to installation.
- Avoid continuous moisture against the anodic surface.

Independent Testing
Hardness Tests
Sealing Tests
Examination of Universal Hardcoat samples indicated sealing of the highest quality. To view a report summary, click here.
Ultraviolet Tests
Accelerated UV irradiation testing has confirmed Universal Hardcoat is virtually unaffected by the equivalent of 50 years of Sydney (Australia) UV exposure. To view a report summary, click here.
Corrosion Tests
Salt spray testing has confirmed that the 25 micron Universal Hardcoat is virtually unaffected by exposure to salt spray corrosion. To view a report summary, click here.

Warranty
Quality Control
UNIVERSAL
ANODISERS

Metal Quality
- Interference Colour - to achieve interference colours, the pore of the aluminium is modified, therefore requiring the highest quality sheet. There are aluminium sheet suppliers that will provide guarantees as to the anodising quality. Supplying us the correct metal will provide a paramount finish that is uniform in colour consistency and metallic lustre. (Please contact us for supplier details).
- Electro Colouring - is created via a two-step process - metal is still of the utmost importance. Contact us for further details regarding the preferred supplies of the sheet.
Thin dark lines may appear on quoting information. These lines are referred to as dye lines.
Since the anodising process is a reinforcement of a naturally occurring oxide process, it is non-hazardous and produces no harmful or dangerous by-products.


